镗孔、开槽、面开槽、倒角、轮廓铣削、背面镗孔、车螺纹

基于单个机床型号找到所需的 HORN 部件编号。

用于加工较小孔的刀具系统:
刀柄中可以夹持 1,200 多个标准刀片。
- 镗孔的孔直径大于等于 0.2 mm
- 开槽的孔直径大于等于 2 mm
- 轴向开槽的直径大于等于 5 mm
- 倒角、轮廓铣削、背面镗孔和车螺纹

用螺栓固定在减振硬质合金刀柄的刀具系统
- 镗孔的孔直径大于等于 7.8 mm
- 开槽的孔直径大于等于 8 mm
适用于不同应用(例如倒角、全圆弧、螺纹、背镗孔)的大量刀片

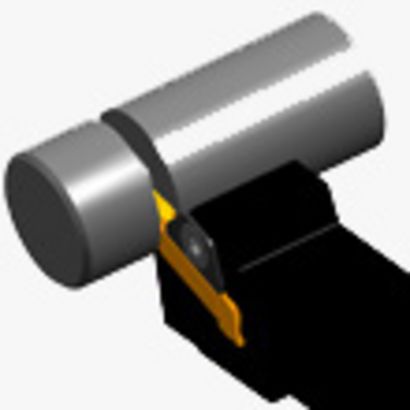
车床的刀具系统,用于开槽、车削、切断和车螺纹
外部加工:
- 切削宽度 0.5 mm 到 2.0 mm
- 开槽深度 tmax = 6.0 mm
- 公制螺纹螺距 P = 0.25 - 1.5 mm
- 内孔背车削 apmax = 6.0 mm
- 切断 tmax = 6.0 mm
用于钢和黄铜加工的几何结构

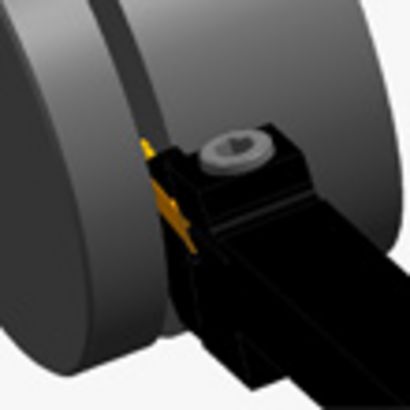
适用于内部加工中开槽的刀具系统
- 孔直径大于等于 16 mm
- 切削宽度从 2 mm 到 3 mm
- 开槽深度 tmax = 3.5 mm
- 柄径 D = 16 mm 的刀柄

适用于内部加工中开槽的刀具系统
- 孔直径大于等于 20 mm
- 切削宽度从 2 mm 到 6 mm
- 开槽深度 tmax = 7.5 mm
- 具有内部冷却液供应

适用于内外部加工中开槽的刀具系统
内部加工:
- 孔直径大于等于 18 mm
- 切削宽度从 0.5 到 5.3 mm
- 开槽深度高达 4.7 mm
- 刀柄 245 和清根用刀片
外部加工:
- 槽宽度 0.5 mm 到 5.3 mm
- 开槽深度高达 4 mm

用于开槽、纵向车削、切断和车螺纹的瑞士型车床的刀具系统
- 外部加工:开槽宽度 1.5 到 3 mm
- 开槽深度高达 16 mm
- 用于钢和黄铜加工的特殊几何结构

用于开槽、轮廓铣削和切断的刀具系统
内部加工:
- 孔直径大于等于 16 mm
- 开槽宽度 1.2 mm 到 3.0 mm
- 开槽深度 tmax = 6.3 mm
外部加工:
- 切削宽度 1.2 到 3.0 mm
- 开槽深度高达 10 mm
切断:
- 开槽宽度 2.0 mm 到 3.0 mm
- 切断直径高达 50 mm

用于内部和外部开槽、面开槽和用于切断的刀具系统
内部加工:
- 孔直径大于等于 28 mm
- 开槽宽度从 2.0 mm 到 6.0 mm
- 开槽深度 tmax = 8 mm
外部加工:
- 槽宽度 2.0 mm 到 6.0 mm
- 开槽深度 tmax = 18 mm
开槽:
- 带刀夹系统的刀柄
- 外径从 47 mm 到 1000 mm
- 开槽深度 tmax = 14 mm
可用几何结构:
.3、.5、.A、.D、.NC、.K、.NC、.E、.F、.H、.L

具有用于不锈钢的 .3V 几何结构
- 切削宽度 3 mm
- 开槽深度 tmax = 18 mm
用于在内部和外部加工中开槽、面开槽和切断的刀具系统
内部加工:
- 孔直径大于等于 38 mm
- 开槽宽度 3.0 mm 到 10 mm
- 开槽深度 tmax = 15 mm(取决于直径)
外部加工
- 开槽宽度 2.5 mm 到 10.0 mm
- 开槽深度 tmax = 26 mm
开槽:
- 带刀夹系统的支架
- 外径为 60 mm 到 1000 mm
- 开槽深度 tmax = 25 mm
切断:
可用几何结构:
..3、.5、.A、.E、.F、.H、.L、.HR、.10、.20
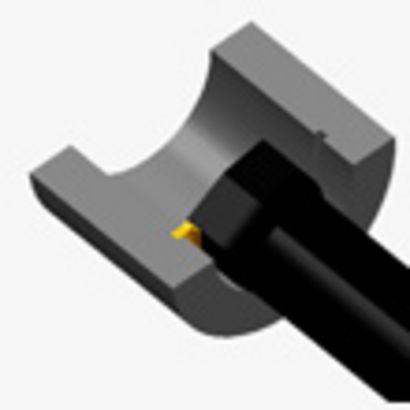
用于在内部和外部加工中开槽和用于面开槽的刀具系统
内部加工:
- 孔直径大于等于 70 mm
- 开槽宽度 4.0 mm 到 10 mm
- 开槽深度 tmax = 9.5 mm
外部加工:
- 开槽宽度 2.5 mm 到 10.0 mm
- 开槽深度 tmax = 11 mm
端面开槽:
- 起始外径 Dmin = 40 mm
- 切削宽度从 3 到 10 mm
- 开槽深度 tmax = 8 mm
开槽深度 tmax = 8 mm

用于在内部和外部加工中开槽、端面开槽和切断的刀具系统
内部加工:
- 孔直径大于等于 46 mm
- 切削宽度高达 5.3 mm
外部加工:
- 开槽宽度 0.5 mm 到 5.3 mm
- 开槽深度 tmax = 8 mm
面开槽:
- 槽宽度 2 到 3 mm
- 开槽深度 tmax = 3 mm
- 起始外径 Dmin = 20 mm
可用几何结构: .00、.V、.F、.5、.D、.C

用于外部开槽的刀具系统:
- 可用作中间、左手和右手刀片
- 不需要额外的夹紧元件
- 螺钉头不产生干涉
- 切削宽度:2 mm / 2.5 mm / 3 mm
- 切削深度高达 6.5 mm
在几何结构 .3、.5、.D 中可用
适用于内外部加工中开槽的刀具系统
内部加工:
- 孔直径大于等于 43 mm
- 开槽宽度 0.5 mm 到 5.29 mm
外部加工:
- 开槽宽度 0.5 mm 到 8.0 mm
- 开槽深度 tmax = 5.0 mm
车螺纹:
端面开槽:
- 切削宽度:2.0 mm 到 3.0 mm
- 开槽深度 tmax = 3.0 mm
- 起始外径 Dmin = 20 mm
组合成型
用于外部加工中开槽的刀具系统
外部加工:
- 开槽宽度 2.0 mm 到 3.0 mm
- 开槽深度 tmax = 8.0 mm
可用几何结构:.52、.EN2 和 .FY

端面开槽系统带有圆刀柄和 K220 的刀夹,适用于所有相应的 HORN 刀柄。
切削点的内部冷却液可以进行高效冷却。.10. 几何形状确保可靠的切屑流。
开槽类别

用于瑞士型车床的单个解决方案。
以下机床的配合连接:

在带刀夹系统上安装以下连接:
- HORN 多边形刀柄符合 ISO 26623
- HORN 刀柄符合 TS ISO 26622
- HORN HSK 符合 DIN 69893
- HORN HSKT 符合 DIN 12164
以下系统的刀夹解决方案:
用于端面开槽的刀夹:

以下系统的端面开槽:
从外部槽直径为 5 mm 开始

最好在多主轴机床上进行外部加工
- 轮廓铣削开槽刀片的宽度为 10 到 45 mm
- 螺纹深度高达 13 mm
- 刀片具有符合客户规格的自定义轮廓
- 提供用于 AWN 或 PWP 系统的刀柄

- 用于以下刀片系统的带 DIN 刀柄和刀片的刀柄系统:S274
- S264
- 312 / S312
- S316
- 123/223
- 224
- 229 / S229
- S100

在数控车床和加工中心上制造符合 DIN 138 和 DIN 6885 的纵向槽
用于直接安装在机床中或安装在 BENZ、EMS、Schwarzer、Ar2P 和 WTO 公司出品的插削动力座中























